





















How does our CNC Router cutter work?
The spindle motor spins a cutting bit at high speed - up to 18,000 rpm. The type of cutting bit used is dependant on what is being cut. The cutting bit is similar to a drilling bit, but it is designed to cut sideways as well as various tip shapes. A small bit can cut (plunge) into the material, and then cut a larger round hole by following a circular path to cut the hole. Square holes, and just about any other odd shape can be cut this way. (note: square holes (or any internal angular cutouts) will always still have a small radius on the inside corners, this is the radius of the cutter used). This radius can be beneficial in adding strength from fracturing or cracking from the corner. However this radius can also get in the way of slotting materials together. If small one-off parts, this can be filed away manually, or for quantity or production runs, you can incorporate special design features to overcome this. See our link to "CNC Panel Joinery" bottom left of our webpages, or click link - cnc joinery ideas.
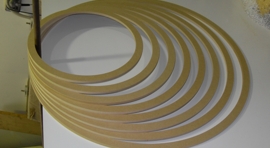
The cutting bit also does not have to cut completely through the material, it can cut down, and remove material in layers, producing curved, or straight slots of any width larger than the diameter of the cutting bit used. It can also be moved in a raster (zig-zag) fashion, which will produce a flat surface.
Special software on the computer reads a file called "g code". This is a simple alpha numeric text file which the computer reads line by line, and each line tells the computer and controller to move each of the x, y and z motors to a certain position and at a set speed. This g-code file is created from the original line drawing of the part being cut, and it has extra information added, which governs speed, and also has changes to the tool path called "offsetting". This is where the cutting tool must follow a path inside (for cutout holes) or outside (for profiles) of the actual line to be cut. This offset line is normally half the diameter of the cutting bit used. There are other special codes used for various machine operations.
Most of these processes (code generation/offsetting/etc) are automatic, but each stage of the process is calculated, checked and run by us seperately. We handle all of this on our CAD-CAM (Computer Aided Design to Computer Assisted Manufacturing) computers in house. You don't have to worry, or learn anything about offsetting or g-code!
File formats and vectors (The following is similar to our Laser Cutting information page).
For most cutting we can use any flat 2D "vector" file format. A vector is a CAD drawing format based on points called vectors. These vector points are joined and displayed on your monitor as straight lines and arcs, of various thicknesses and colours. Vector graphics are fully scalable without loosing resolution / detail. Vector shapes can also be colour filled to represent the materials used. However, for running a cutting machine, all we require is lines defining the edge of the cut. This line must be the finest possible (0.1 or better), and be continuous from start to finish. ie, not all broken up into seperate lines, dashes or seperated curves. If they are, we will let you know, and you can fix it at the design stage, rather than us fix it later.
When exporting a file, ready to send to us, please make sure you un-click all the extra options in your export details box. Items like "include thumbnails", and "embed" fonts must be unticked. We just need the basic vector file. Anything extra can corrupt a vector file, and make it unreadable for our systems.
There is a large range of easy to use software that creates vector graphics. The format is shown by the filename extension, and most are "export" options in most software. The best error free common export format we have come across is EPS, if you can, please use it. EPS files should be no more than 500kb in file size. Usually alot smaller. If your eps file is larger, it has been saved non-standard and is probably full of extra picture and graphic information which we do not need. This extra data in the file can cause problems for our machines ability to read, or use the file for a CAM process.
Other formats we can use are CorelDraw - CDR (version14 or earlier), Adobe Illustrator - AI (version CS or earlier), CasMate - SCV, Adobe PDF - vectored pdf only, DXF in it's most basic form, PLT files, which are hpgl - with hpgl PLT files, make sure you check that your curves are curves and not made from lots of shorter flat lines!
Also, make sure there is a mention of at least one measurement in the file, or a bounding box is drawn of a known size. We MUST know this measurement as a double check that your drawing software hasn't resized your drawing for your printer, or plotter, and then we get the wrong size version.
We can usually extract vector lines from dxf exported files from software like Solidworks, however Solidworks exports an odd dxf format which isn't compatable with alot of cnc machining software. The lines and arcs are all seperated, and doubled up, this can cause problems when offsetting, and in generating a consistent "closed" toolpath for the laser to follow. I hope someone can advise a fix, or fix Solidworks.
Adobe Illustrator is another drawing package available, although it produces oversize vector format files. We are able to convert AI files (version CS or earlier) for use with our machines. Corel Draw is another popular drawing package which can print directly to most laser cutting machines (with the correct driver).
Sketchup (free) can produce vector drawings although a free plugin is required to export a vector file.
We can "nest" (closely arrange) your cutout parts to suit the material and minimise wastage. This can mean we move the parts around on the material, and sometimes "rotating" cutout shapes to fit closer together. We can do this if the material is expensive, or you only have a limited size to use. Note, we cannot rotate cutout parts in the material if the material has a "grain" or linish to it. (most wood grain cutouts look tidier if the grain is running horizontally, and any rotation will ruin the horizontal grain).
You may "nest" your parts before sending us your file, using your CAD software if you like, all we need, and specify is that you allow twice the diameter of the cutter between cutouts, and allow clamping areas on theborders of the material to be used. We usually need 3 corner areas of at least 30mm square free of cutouts, to hold (clamp) material on table while cutting. There are some exceptions to this rule, one is if we are using our vacuum table to hold your material to the surface. Our CNC vacuum table is 1200mm square, and is suitable for light, and thin materials, or cutting lots of smaller delicate parts. Please call, or email for more information.
.
Quality and finishing.
We have an exceptionally high quality of cut due to our use of precision machines, and precision cutting tool bits. All our cutting tool bits are fully carbide, with extremely long life, hard wearing cutting edges.If we are cutting a new and unknown material type, or density, or quality, we prefer to do a test cut on a small area, or seperate sample first to determine specific cutting parameters. There are alot of factors which can lower cutting quality, and we try to always achieve the best possible. Pease note, that we are a cutting service, not a finishing service. If the edge of your material requires a polished, perfect finish, it may require further treatment after cutting (flame polishing / sanding etc). This is not covered by our cutting service.
-
Please use the following as a guide only, for CNC Router Cutting and V Carving, Engraving.
Aluminium - clean clear flat cut, quality=slower cut, rippling=faster cut, and sometimes material quality.
Brass, bronze, magnesium - clean and clear for cut and engrave, engrave may need edge polishing.
All hardwoods, clean and clear flat cut, with some furring of edges only.
Macrocarpa, dry - very clear and sharp cut for engraving signs. natural slabs, as long as one side is relatively flat for engraving. Note, knots dont' engrave well, and can pop out later.
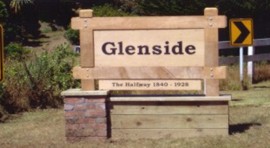
Pine timber planks (4x2's 6x2's, 8x2's etc) can be cut, and engraved for signs, we prefer very dry, clears (no knots). Kiln dried preferred, and flat, no serious warping. Treated for outdoor signs.
Dry pine plywood cuts clean and smooth, sometimes leaving a mild swarf on cut edge.
Dry imported chinese ply (name) clean cut, but sharp splinters down edge.
Wet pine, and any wood will not cut well, it leaves stringy swarf on edge.
MDF (composite wood) - flat clean cut, sometimes some fluffing on edge can easily be rubbed off.
MDF routercut is porous, and is NOT suited for outdoor or wet projects. We can also lasercut MDF.
ACM (thin coloured aluminium bonded to a polyethylene core) - extremely clean and clear cut, with no burring of aluminium. ACM is very precise thickness so can be slotted, folded with a cnc guide slot.
Hard PVC, clean cut, but slightly stirated (mildly rippled) edge, does not affect dimensions.
Hard foam PVC (Plaswood/Signex/Komacel/etc) - Clean and clear cut (porous interior, weatherproof).
Plastics including acrylic, HMWPE polyethylene, nylon, styrene, teflon, all clean flat cut, but machine marks visable in clear material. Needs to be sanded and flame or buff polished to return to clear.
Polycarbonate - tool marks, and faint rippling dosen't affect dimensions. Up to 3mm polycarbonate can be lasercut, but creates brown (burnt) edge.
Acrylic can be sanded, and flame polished afer light 200 grit sanding. (for lasercut clear acrylic, please see our laser cutting info page).
Rubber - hard black, and or fiber reinforced, any thickness, easily clean and clear cut.
Rubber - reinforced, must allow for replacement tool bits more often.
Foam - polystyrene and polyurethane, up to 75mm thick, clean and clear cut and requires new sharp tool bit.
Foam - semi rigid - slow to cut, but cuts very cleanly. (blue spa pool cover type foam).
Foam - soft spongy - does not cut well - moves while being cut. (packing or spacing foam).
Plus much more...
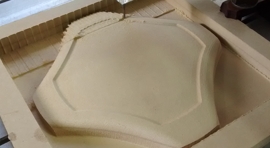
Terrain Modelling and 3D Cutting with 3-axis.
Our CNC machine can also cut 3D terrain models, and any 3D shape within the limits mentioned here. This can include double sided models if they can be flipped, and held in correct jig for machining the opposite side (windmill blades for example).
With any fixed 3-axis cnc machine, there
is NO undercutting possible - the cutter is fixed - vertical! So, any
features (like caves) in the side of a terrain model are not possible,
unless it is completed by hand afterwards.
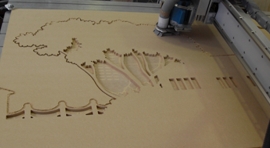
Our maximum dimensions for material height are limited by the under-gantry height (165mm), and our longest movement of the z-axis combined with the longest cutter we have available for "roughing". Roughing is where a larger cutting bit is used to quickly remove unwanted material before a smaller detailed cutting bit is used to cut the finer details. Our longest 12mm or 6mm diameter roughing cutter can cut to a maximum depth of 75mm.
The smaller finishing cutters are a 3mm diameter (ballnose), and a 1mm and 2mm (endmills) and all have about 10mm long cutting length, and 20mm long reach. This allows absolute vertical (cliff) cuts of 10mm, and continuous angular cuts of 10 degrees off vertical. Most terrain and mountain models never exceed these angular dimensions.
Terrain models are usually cut in high density urethane foam, or hard pvc foam and sometimes from laminated MDF, at highest speed, but can be cut from any material (including aluminium), by lowering the cutting feed rate. For a "poke-proof" model, we cut from HD PVC material. This leaves a porous surface texture, but can be painted easily. See our gallery pictures for examples.
We must have your 3D data file as an STL file. Preferably in the correct xy plane and z as the vertical dimension. We can edit and re-orient/resize your data file if required.
Rastered 3D cutting is not suitable for precision, edge milling of both x and y linear paths (cross-hatch cut) - one axis may suffer from a non linear cut, and may result in an offset line in the model (spoiling many hours of CNC machining!). We will be working with intelligent toolpathing when our 5-axis machine is running (as follows).
Note on our 5 axis 3D milling machine.
We are developing a 5-axis CNC milling machine. This has the ability to rotate the cutter to any angle, on a b/c rotary head. It has a cutting cubic dimension of 800x700x600mm (xyz), and able to reach any area on a closed solid spherical diameter of about 300mm+. These dimensions are not absolute at this stage, and may change. We have no set commission date on this, however enquiries are welcome,.
We also engrave patterns, logos, names and designs into many materials with our laser engravers.
